製品は教科書でできている!?
2024-05-17 09:09:00
投影した穴
下図のように斜めにした板に垂直の面に作った穴を投影した場合はどうなるでしょうか?
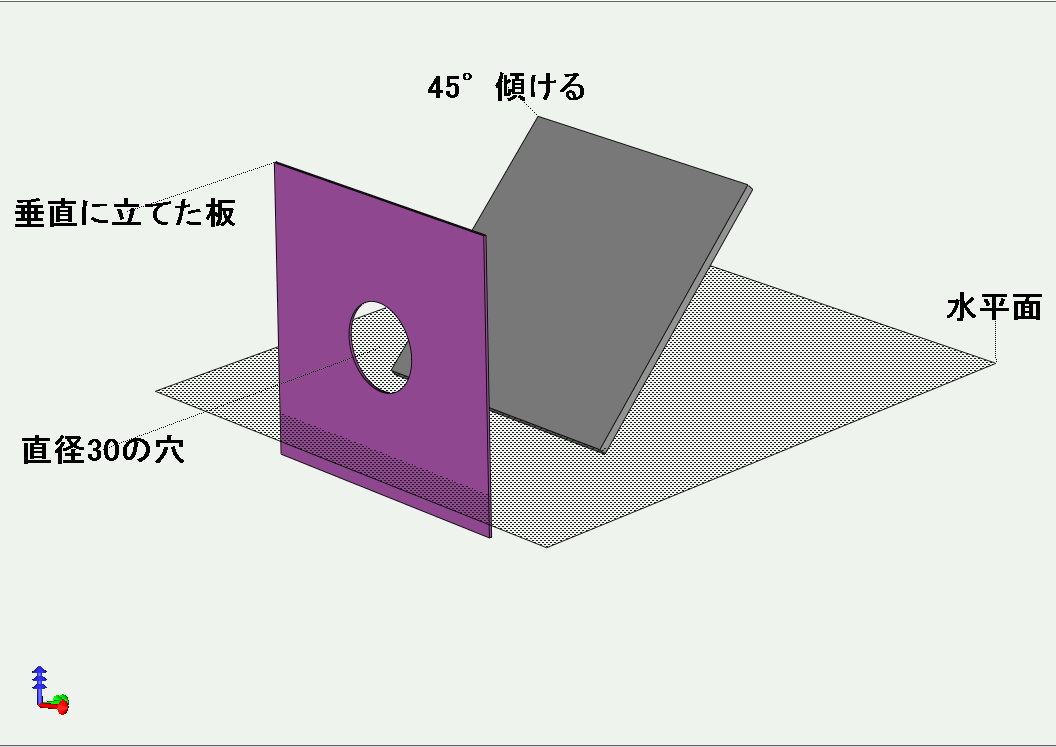
斜めの板には楕円形の穴があくことになります。
ところがこの斜めに開けた穴がどういう目的のものなのかによって、実際の加工では
問題になる場合があります。
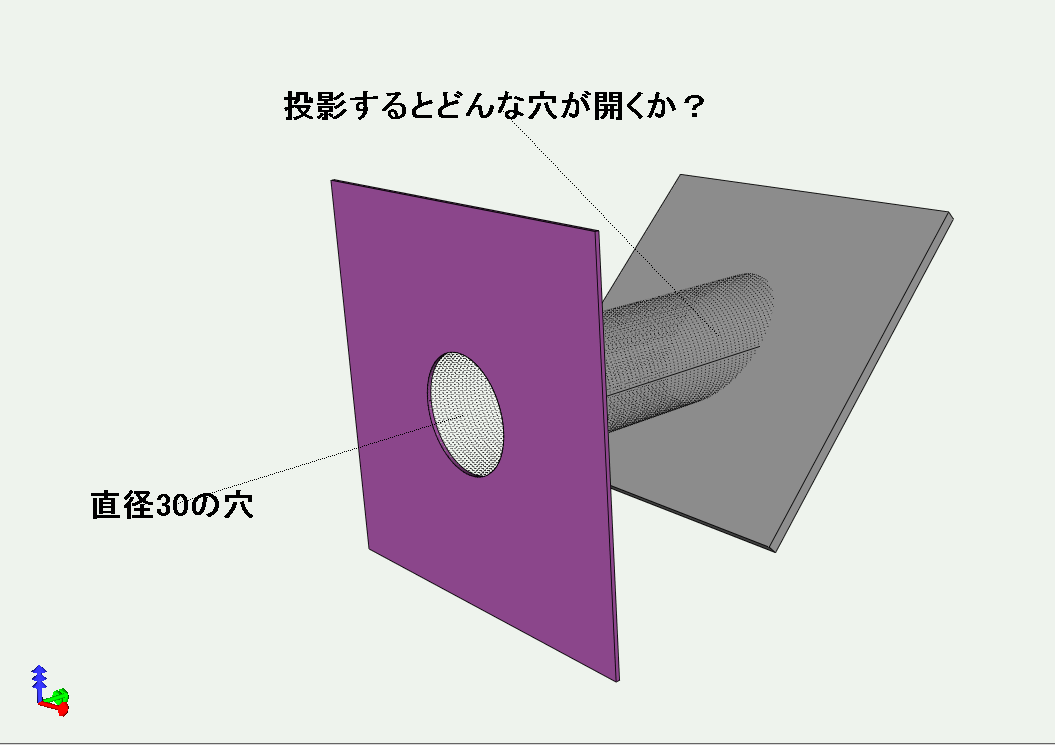
単に空気穴のように穴が開いていればよいというのであれば問題はないのですが、丸
パイプを通すとなると、厄介なことがあります。
実際の加工では板厚がある金属の板に穴をあけるので、その分穴が小さくなります。

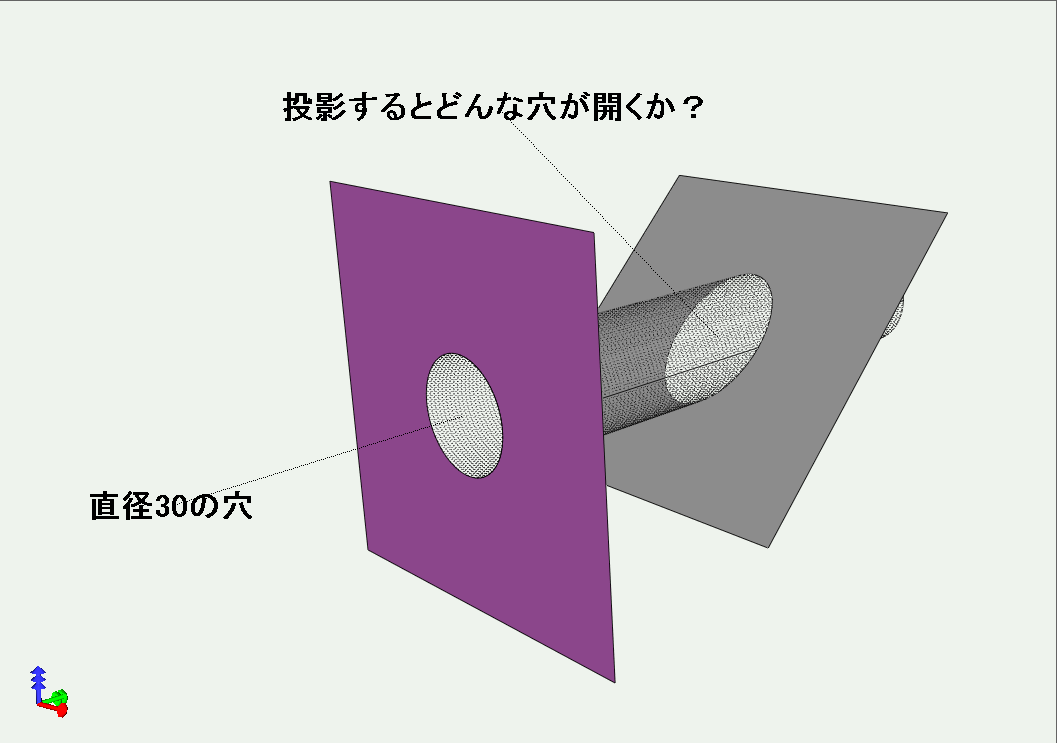
穴を通すためには、


上の図のように板の反対側からも投影した穴をあけてあげる必要があります。
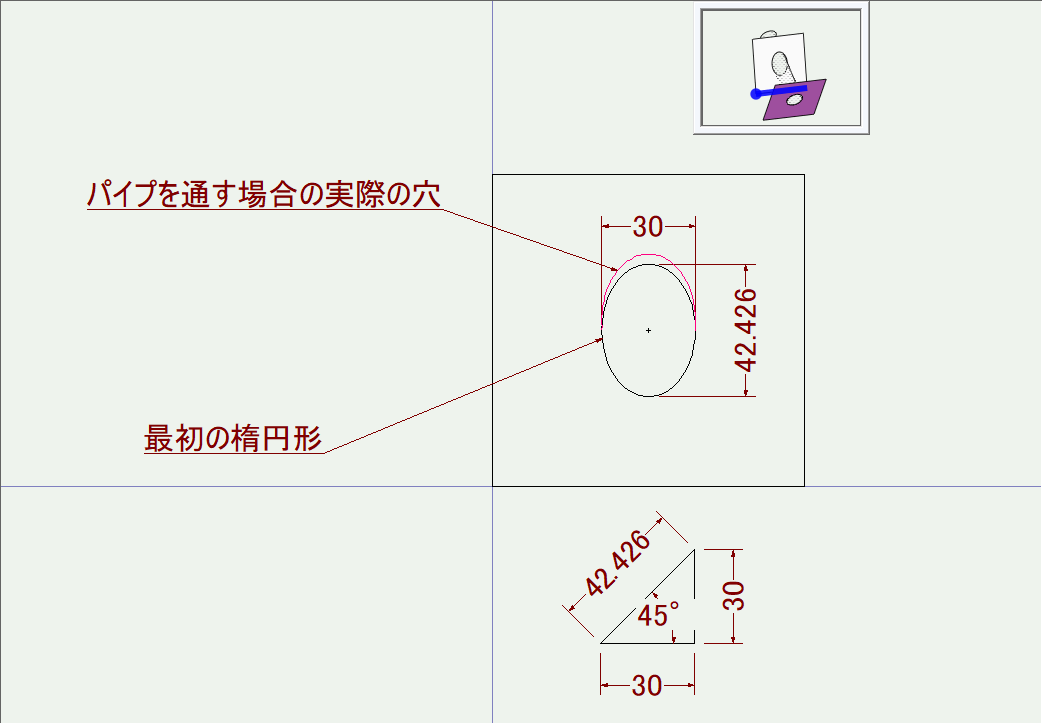
ただ直径30のパイプに直径30の穴をあけても、実際は隙間がないのでパイプを入れる
ことができませんので、穴のほうを少し大きくしてあげる必要があります。
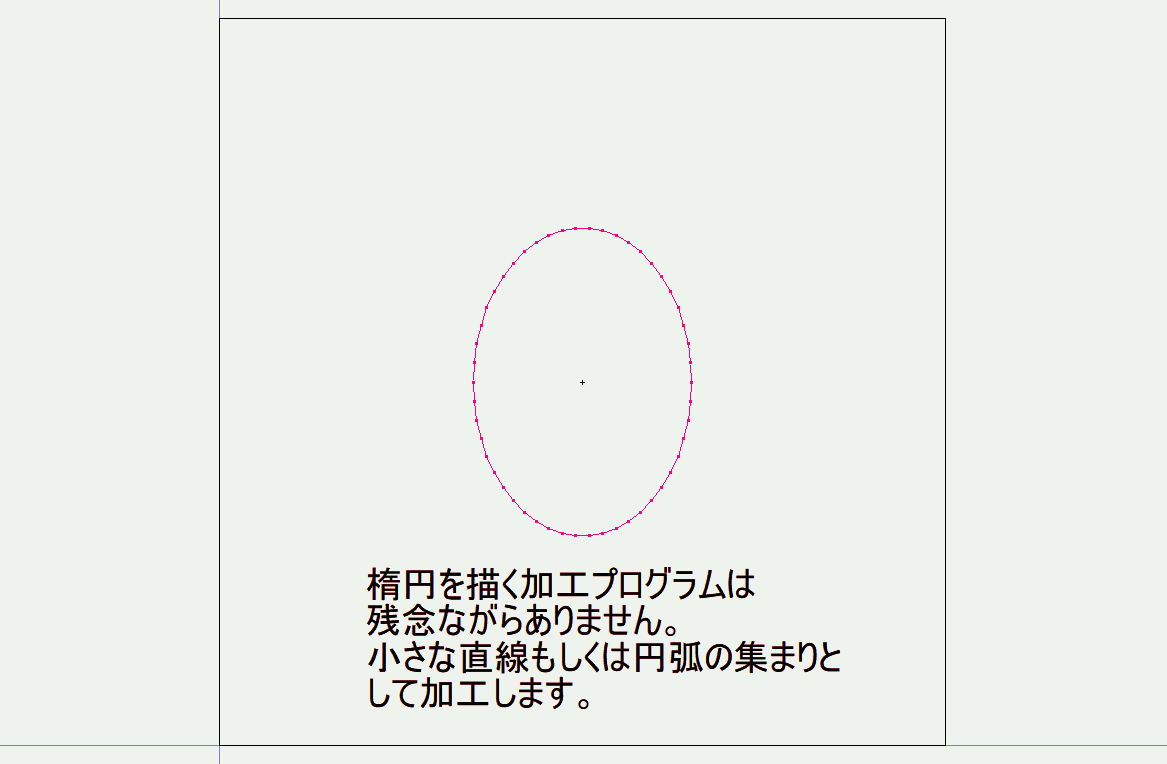
ところで、レーザ加工機では複雑な形状でも一筆書きで切断するのですが、切断するた
めのプログラムでは、直線と右回りの円(もしくは円弧)、左回りの円(もしくは円弧)
の3つの方法しかありません。
そのため、楕円をはじめとする複雑な曲線は、細かく分割した直線もしくは円弧で対応し
ています。
分割した場合、同じ距離の直線や円を切断する際に同じ速度で切断しても、指定した
速度まで上がりきる前に次の分割点に達してしまうので、加工時間は長くなりますし、
熱量も過多になる傾向が出てきます。
今の加工機の数値制御はかなり賢くなってきましたので、さほど気にせずにプログラム
を作成していますが、昔のものだと滑らかな線にしようと分割数を多くするとびっくりす
るくらい切断速度遅くなり、形状もガタガタになるので、円弧修正するのが大変でした。
2024-05-17 08:40:00
立体の切り口
華大さんの漫才のネタにもありましたが、立体を平面できるとどのように見えるか?
円筒形を45°の平面で切断すると、その切り口は楕円になります。


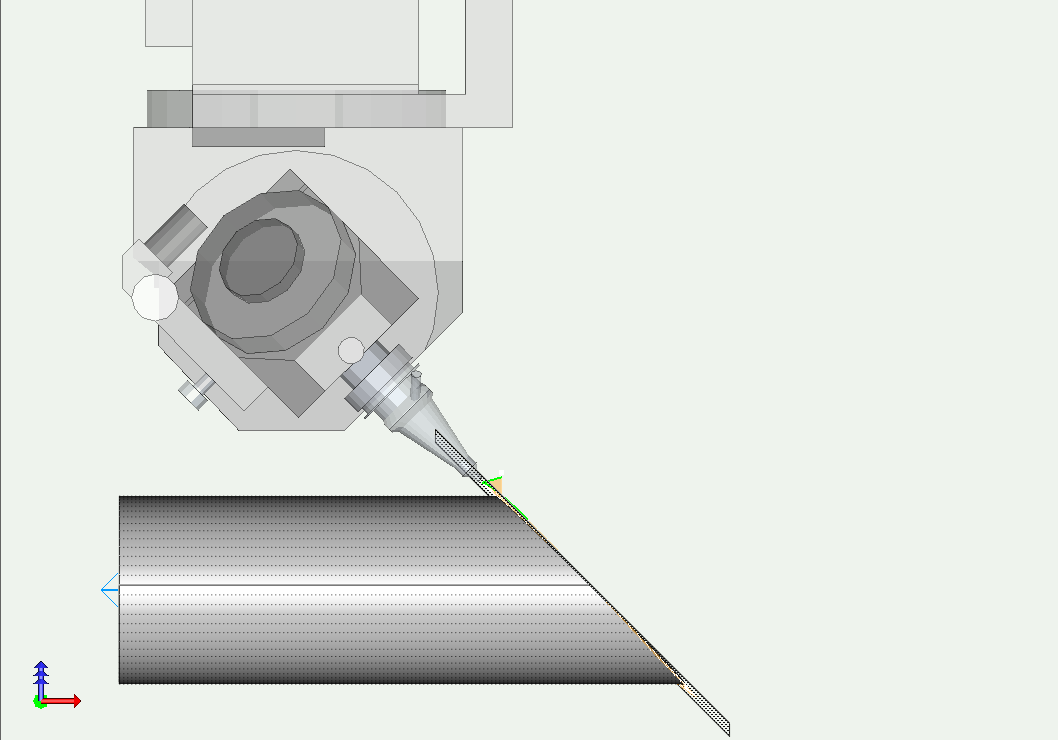
ところで、実際円筒形のパイプをこのようにレーザ切断しようとすると実は厄介な
問題が発生する場合があります。2Dレーザにオプションでロータリーテーブルをつ
けてパイプ加工も可能にした場合、横から見ると切り口が平面にならないんです。


これはレーザ加工機が基本的に面に対して垂直に切断するということに起因し、特に
丸パイプを切断する場合、基本的に円の中心をとおる軸とレーザの光が合致するよう
に切断するために起こります。


この問題を解決するには3Dヘッドを搭載した加工機で行う必要が出てきます。
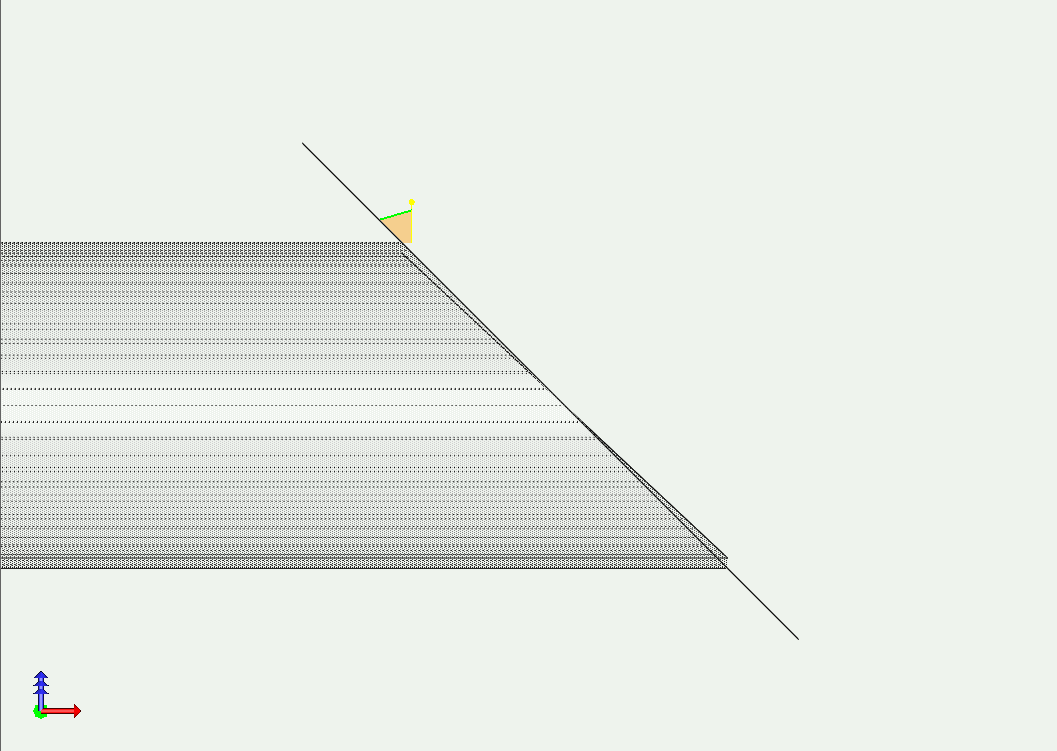
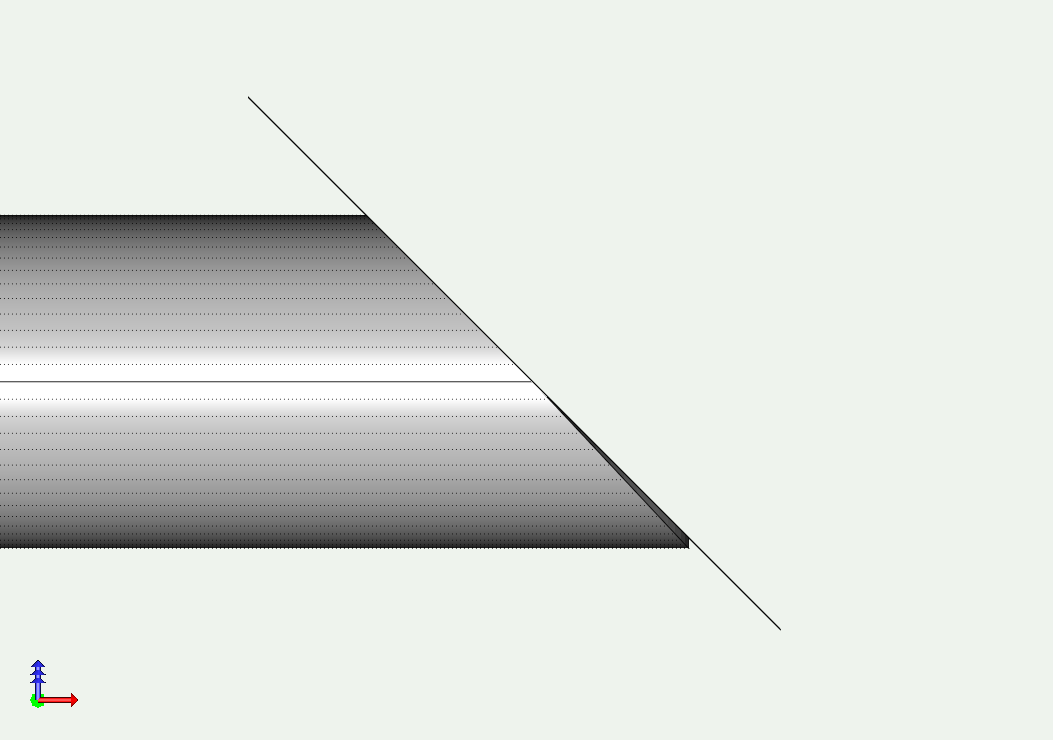
それでは2D機ではだめなのか? 解決策としては図のように出っ張り部分を削除し
た形状をつくってあげると、切り口は平面になります。

ただ、ロータリーテーブルのオプションを搭載していない普通の2Dレーザ加工機では
加工は出来ないんですが・・・・。
2024-05-15 09:35:00
立体の投影図
中学の数学では立体の投影図を描いたり、投影図から立体を表現したりする問題が
ありますが、製造の現場で使う図面はまさにこの投影図が大切になります。
今回は図面を描く際の投影図でよくある間違いについてのお話です。

図のような200x200で斜めに切り欠きのある底面に対して、高さ30のフランジを
90°で曲げた製品を真上(Z軸方向)からみた投影図は

このような図になります。
この製品を30°傾けました。

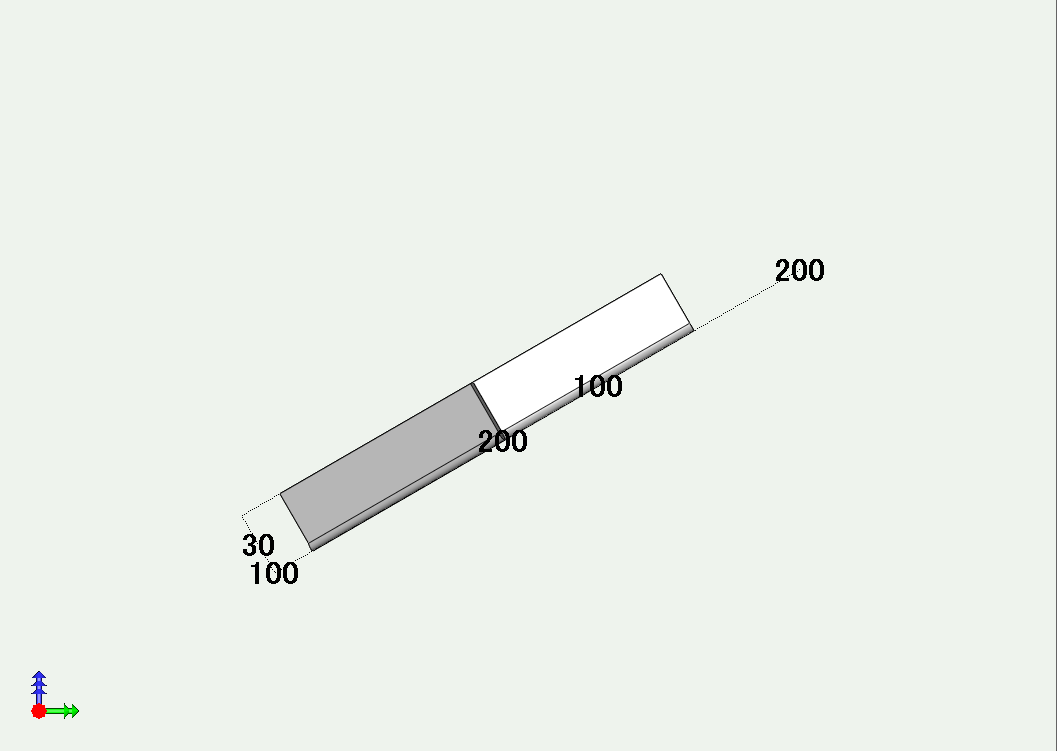
(モデル図だけだと見た目がよくわからないので、横から見るとこんな感じ)
ここで問題です。この傾けた状態で先ほどの投影図と同じ方向(Z軸方向)からみた
場合、投影図はどの様に見えるでしょうか? Aでしょうか?それともBでしょうか?


3DCADでモデルを作成される場合、自動的に正しい三面図が作成されるので問題は
ないのですが、2DCADで図面を作成される場合、この間違いが結構あるんです。
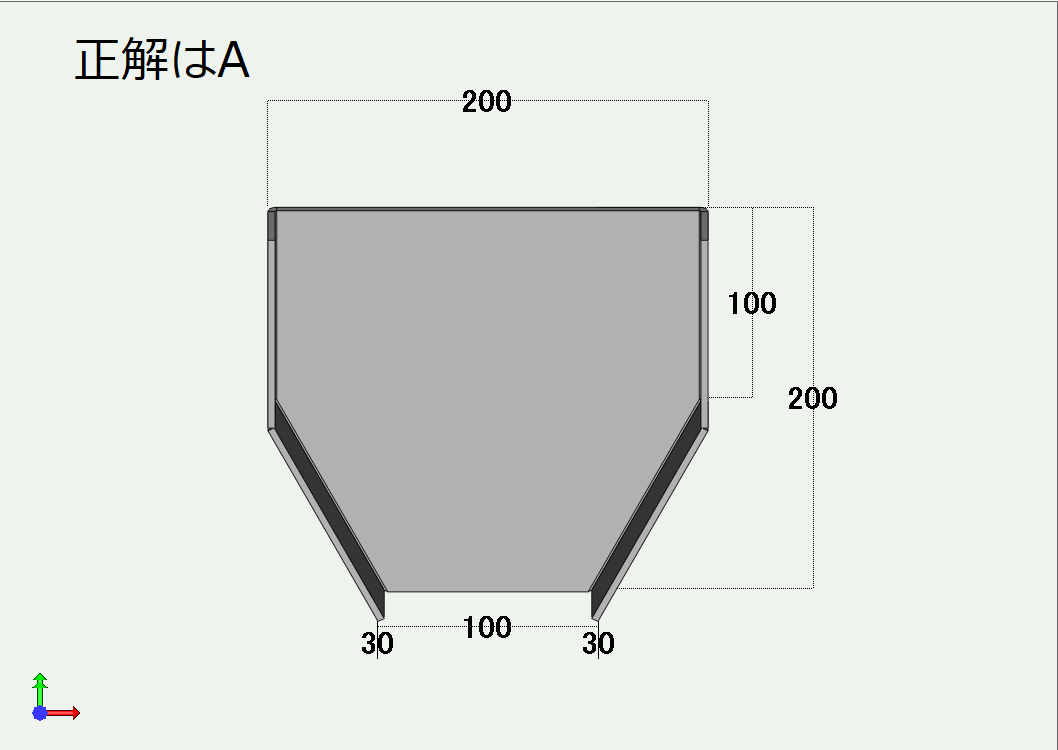
正解はAで、切り欠き部分の立ち上がりでは板の側面が見える状態になります。
ただ、90°に曲がっているからということで、Bのように立ち上がり部分は板厚のみ
の図を勘違いされて描かれることが意外と多いんです。
ちなみにBのモデルを横から見ると

こんな感じになります。また底面に対して直角な面で断面を調べてみると、


真上から見て板厚しか見えないようにするには、該当するフランジを鋭角にまげ
ないといけなくなります。
これは慣れていないと確かに難しいかもしれません。
最初から3DCADを使われている方は、2DCADで製図をするほうが難しいと言われ、
2DCADで作成されている方は、3DCADは操作が難しいと言われます。
実際のところ、どうなんでしょうね・・・。
2024-05-03 07:25:00
近似値
円筒形、円錐形、楕円などの曲線はCADの中では簡単に描くことが出来るのですが、
これを金属の板から作る板金加工となるとこれがかなり厄介なことになります。
専用の金型を作ることが出来ると見た目も精度もよい製品を作ることが出来るのです
が、汎用金型を使用する板金加工では完全な形状とは言わないまでも、求める形状に
近いものを安価で作ることが可能になります。(ただし、金型や板厚の関係で紙で立体
を作るようなわけにはいきません。)
正三角形、正方形、正五角形・・・・と辺をどんどん多くしていくとだんだん円に近
づいていきます。
ちなみに「あきとんとん」さんの動画で紹介されていましたが、コンパスと定規で作画
できる最大の正多角形は正65537角形で見た目もほぼ円なんだそうです。でもコンパス
使うなら最初から一気に円を描けばいいような気がしますが・・・。

上の図は直径50㎜の円を10等分と100等分したものですが、100等分したほうは
有効数字3桁だと円弧と弦の長さはどちらも1.571になっています。
つまり分割数が多くなるにつれ、円弧の長さとその端点を結んだ弦の長さがほぼ同
じになります。
この考え方を利用して少しずつ曲げていくと下のようなR形状の製品を板金加工でも
作ることが出来ます。

ただし使用する金型や加工時間、加工のやりやすさなどもあるので、分割の仕方は
加工業者さんごとに変わります。